
What’s the Problem with Tramp Oil?
Tramp oil can shorten the life of a coolant, sicken employees, compromise machine performance and cost your customers money
When left alone, tramp oils that settle in coolant become breeding grounds for anaerobic bacteria. The oil essentially prevents oxygen from mixing with the coolant, which can promote the growth of anaerobic bacteria. Workers who come in contact with these bacteria are susceptible to contact dermatitis. The bacteria can also generate hydrogen sulfide gas, which emits an unpleasant rotten egg odor. Tramp oil offers an almost limitless supply of food for bacteria and fugus and as the microbes eat, the colonies and issues grow. Tramp oil can also significantly impact machining performance by reducing the overall effectiveness of the coolant.
Solvay Mirapol WT can significantly improve tramp oil rejection of your synthetic fluid formulation
Solvay Mirapol WT is a polymeric quaternary ammonium salt that can be incorporated into your full synthetic fluid formulations to improve tramp oil rejection and extend coolant life.
With a lower chloride content vs similar chemistries, Mirapol WT should result in more favorable corrosion protection results and should allow for a slight reduction in the amount of corrosion inhibitor used in your formulation.
Testing Procedure
The Mirapol WT was incorporated into a basic full synthetic formulation and tested against an industry recognized chemistry using the same treat rate for both. Our laboratory then compared tramp oil rejection, foam tendency and cast iron chip corrosion of both formulations. The results of these tests are shown below:
Performance Results
Oil Rejection Testing
Oil rejection was tested by preparing 200 mls. of a 5% dilution of each prototype in deionized water. To each fluid, 3% (6 mls.) of 100 SUS paraffinic oil was added and then agitated for a period of 5 minutes. After the mixing, the samples were transferred to a bottle for evaluation

Both samples were equally effective in de-emulsifying the tramp oil from the full synthetic formulation.
Foam Testing
Foam testing was performed initially by preparing 5% dilutions in deionized water. Initial foam break times (time for foam to break completely) were as follows:
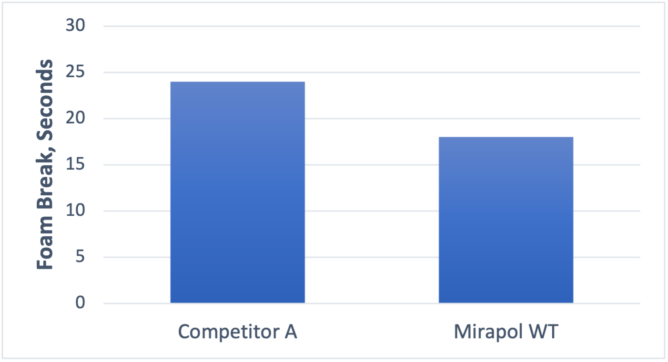
Mirapol WT achieved an initial foam break time in approximately half the time of the competitive product
Cast Iron Chip Testing
Cast iron chip corrosion testing was performed on all samples at 2.0%, 3.0%, and 4% in 200 ppm water. 2.5 grams of cast iron chips are added to a plastic petri dish that contains a piece of filter paper. The chips are covered with the test fluid for a period of 5 minutes and then drained. The petri dishes remain covered for 24 hours and are then uncovered and allowed to dry.

Particularly at lower concentrations, Mirapol WT results in less cast iron corrosion than a competitor product
Results and Conclusions
Mirapol WT performs as well as comparable chemistries in rejecting tramp oil in a typical full synthetic formulation. However, the Solvay Mirapol WT appears to contribute less to foam formations and cast iron corrosion when compared to similar products currently available on the market.